Partial Gel On Purpose
Soapmakers object to partial gel largely because it's not what they intended, and our initial investigation into the phenomenon was devoted to solving this problem. In the back of my mind, however, I thought that if a partial gel could be achieved on purpose, it could become a feature. It took an experienced soapmaker, however, not an egghead scientist, to come up with a practical, elegant, and (in hindsight) obvious way to control a partial gel. Clara Lindberg is a South African soapmaker whose website, AuntieClaras.com, came to my attention last summer. Instead of trying to manipulate temperature in the service of a partial gel, she chose to manipulate water concentration. In doing so, she has achieved some stunningly beautiful effects.
Soapmakers often mix soaps of different colors. But consider what would happen if instead of adding multiple colors, you blended soaps with differing concentrations of water. The high-water regions of the soap would gel when the soap got warm, but the low-water regions would not. The gelled soap would achieve a subtly different color and texture from the un-gelled soap. The result: different colors of soap with no added colorants.
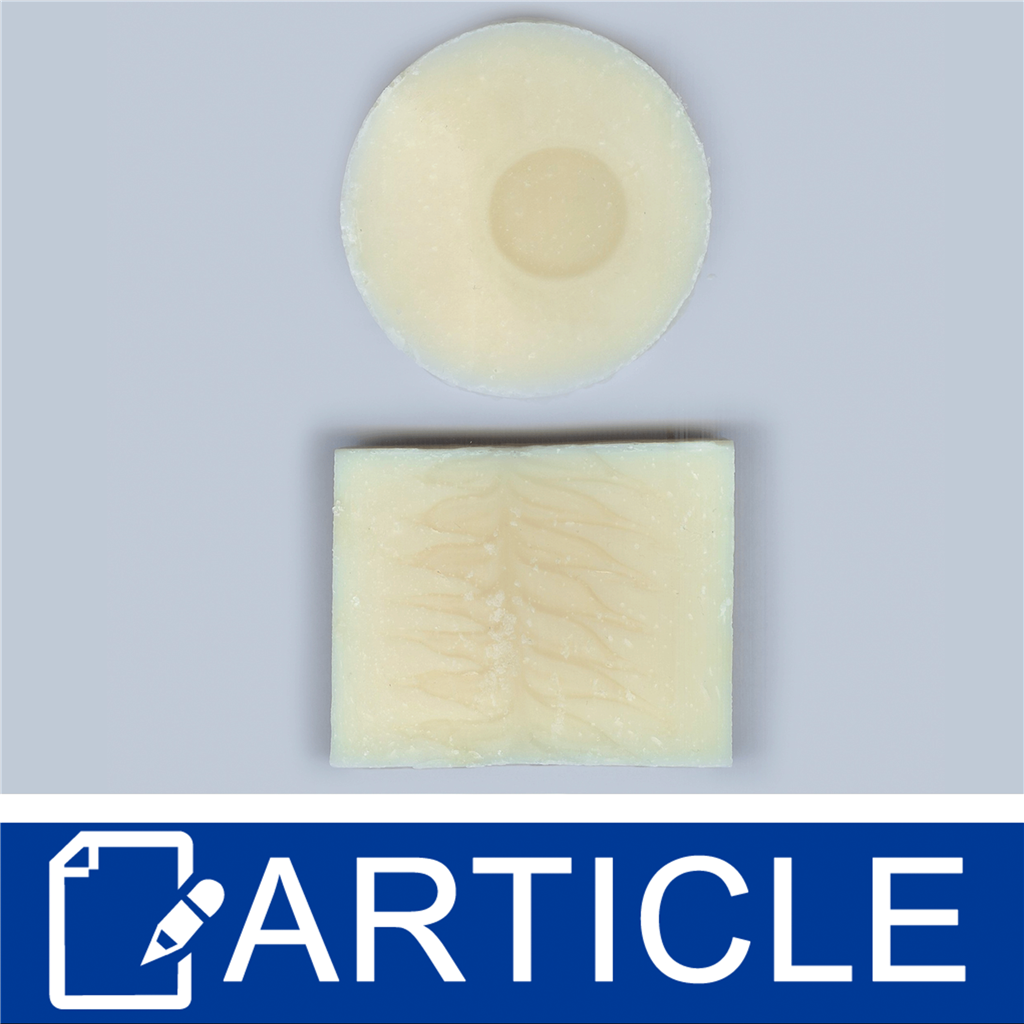
Figure 1 shows an intentional Crop Circle made by my student, Ben Lam. He poured high-water soap into a section of PVC pipe set into a cylindrical log mold. Low-water soap was poured into the remainder of the mold, and the pipe was removed while the soap was still at a medium trace. The soap was then processed in an oven set to 140º F (60º C) for three hours. The high-water soap in the circle completely melted into gel phase, while the rest of the soap remained solid. This soap exemplifies the basic features of the intentional partial gel—two distinct regions separated by a well-defined boundary.
Figure 2 shows a soap made by my student, Ryan Simmons, following Clara's instructions for her Ghost Swirl. A log mold was divided length-wise into three sections. The two outer sections were filled with low-water soap while the middle section contained high-water soap. The dividers were removed at medium trace, and a wooden skewer was then used to draw figure-eights in the soap, blending the high- and low-water regions. The soap was processed in the oven as described above. The pattern is more subtle than the Crop Circle because instead of a distinct boundary between two large domains, there is a lacy inter-mingling of high-water gelled and low-water un-gelled soaps.
Both of these soaps were made from our standard four-oil blend: 39% olive oil, 28% palm oil, 28% coconut oil, and 5% castor oil using a saponification value of 144 g NaOH/kg oil. We have no reason to expect, however, that partial gel is unique to this oil blend. Soapmakers should feel free to experiment with the technique using their own oil blends. We have achieved our best results using an oven to control the temperature, but it should be possible to force gel by controlling the oil temperature and/or mold insulation for batches too large for oven processing.
There are two ways to think about the water content. The first is to use a concentrated, master-batched lye solution and explicitly add extra water to each batch. We always make our lye at 50% NaOH. One kg of oil then requires 288 g of this pre-mixed lye (twice the saponification value). For a low-water soap we use 1 kg of oil, 288 g of pre-mixed lye, and an additional 58 g of water (0.4 times the saponification value). For a high-water soap we use one kg of oil, 288 g of pre-mixed lye, and 202 g of additional water (1.4 times the saponification value). The water portions are not set in stone—they are just reasonable, easily calculated values.
The second way to think about water is to make soaps using two different batches of lye. Clara uses 1 part NaOH to 1.4 parts water for low-water soap and 1 part NaOH to 2.4 parts water for high-water soap. This scheme results in exactly the same total water portion as in the first method.
Intentional partial gel allows you to use all of your favorite crafting techniques without using colorants. This may open possibilities for customers who want beautiful soap, but who don't want colorants for some reason. But just because you can craft without color doesn't mean you must. You can use water and color to create soaps that would not be possible using water or color alone. Colorants behave differently in gelled and un-gelled soap, and I anticipate that if partial gel catches on as a crafting technique, soapmakers will soon be producing soaps the likes of which have never before been seen.
Soapmakers often mix soaps of different colors. But consider what would happen if instead of adding multiple colors, you blended soaps with differing concentrations of water. The high-water regions of the soap would gel when the soap got warm, but the low-water regions would not. The gelled soap would achieve a subtly different color and texture from the un-gelled soap. The result: different colors of soap with no added colorants.
Figure 1 shows an intentional Crop Circle made by my student, Ben Lam. He poured high-water soap into a section of PVC pipe set into a cylindrical log mold. Low-water soap was poured into the remainder of the mold, and the pipe was removed while the soap was still at a medium trace. The soap was then processed in an oven set to 140º F (60º C) for three hours. The high-water soap in the circle completely melted into gel phase, while the rest of the soap remained solid. This soap exemplifies the basic features of the intentional partial gel—two distinct regions separated by a well-defined boundary.
Figure 2 shows a soap made by my student, Ryan Simmons, following Clara's instructions for her Ghost Swirl. A log mold was divided length-wise into three sections. The two outer sections were filled with low-water soap while the middle section contained high-water soap. The dividers were removed at medium trace, and a wooden skewer was then used to draw figure-eights in the soap, blending the high- and low-water regions. The soap was processed in the oven as described above. The pattern is more subtle than the Crop Circle because instead of a distinct boundary between two large domains, there is a lacy inter-mingling of high-water gelled and low-water un-gelled soaps.
Both of these soaps were made from our standard four-oil blend: 39% olive oil, 28% palm oil, 28% coconut oil, and 5% castor oil using a saponification value of 144 g NaOH/kg oil. We have no reason to expect, however, that partial gel is unique to this oil blend. Soapmakers should feel free to experiment with the technique using their own oil blends. We have achieved our best results using an oven to control the temperature, but it should be possible to force gel by controlling the oil temperature and/or mold insulation for batches too large for oven processing.
There are two ways to think about the water content. The first is to use a concentrated, master-batched lye solution and explicitly add extra water to each batch. We always make our lye at 50% NaOH. One kg of oil then requires 288 g of this pre-mixed lye (twice the saponification value). For a low-water soap we use 1 kg of oil, 288 g of pre-mixed lye, and an additional 58 g of water (0.4 times the saponification value). For a high-water soap we use one kg of oil, 288 g of pre-mixed lye, and 202 g of additional water (1.4 times the saponification value). The water portions are not set in stone—they are just reasonable, easily calculated values.
The second way to think about water is to make soaps using two different batches of lye. Clara uses 1 part NaOH to 1.4 parts water for low-water soap and 1 part NaOH to 2.4 parts water for high-water soap. This scheme results in exactly the same total water portion as in the first method.
Intentional partial gel allows you to use all of your favorite crafting techniques without using colorants. This may open possibilities for customers who want beautiful soap, but who don't want colorants for some reason. But just because you can craft without color doesn't mean you must. You can use water and color to create soaps that would not be possible using water or color alone. Colorants behave differently in gelled and un-gelled soap, and I anticipate that if partial gel catches on as a crafting technique, soapmakers will soon be producing soaps the likes of which have never before been seen.







